
螺杆式制冷压缩机的拆卸和装配
1 、 维修拆卸器材
(1) 设备及配件
KA20C 压缩机一台
(2) 工具 吊环螺钉、方木、尖嘴钳、钢丝绳、起重滑车等。
2 、 维修拆卸步骤
(1)压缩机的拆卸 螺杆式压缩机拆卸时,应先将压缩机半联轴节拆下,然后拆卸与压缩机相连的油管,
压缩机的地脚螺栓及压缩机吸、排汽口联接螺栓,吊下吸汽过滤器,将压缩机吊到维修平台 上平放,方可拆卸机头。
机头的拆卸步骤如下:
1 、 拆下能量调节指示器罩,取出能量调节指示器组件;
2 、 拆下内六角螺钉,拔出定位销钉后,平行地移出吸汽端盖;
3 、 从排气口插入木板垫住滑阀前端,利用专用工具卸开油活塞销紧螺母, 用工具 ( 吊环螺钉 ) 拉出油活塞部件,然后用尖嘴钳取出挡圈和垫圈,拖出油 缸套;
4 、 拆下平衡活塞螺钉、挡圈,卸下平衡活塞和平衡活塞套;
5 、 拆下轴封盖及轴封;
6 、 拆下排汽端盖。
7 、 然后以压缩机的吸汽端座为底,并在其下垫上木块,竖直放置;
8 、 拆下压缩机螺母;
9 、 拆下定位销钉和六角螺钉后,用两只吊环螺钉对称地旋入排汽端座的螺 孔内,水平吊起,并放在平台上,然后用专用工具拉出轴承,取下调整块;
10 、 用吊环螺栓旋入主动转子阳螺杆,慢慢地吊出,此时,从动转子阴螺杆 就会跟随转动,使主动转子旋出;
11、 拆下与吸汽端座相连的螺钉和销钉后,可用两个吊环螺钉对称地旋入机 体,这样就可以吊离机体,取出滑阀
12 、 取出挡圈后,可用螺旋工具将滑动轴承拉出,然后再拆下止推轴承
13 、 拆卸润滑系统的部件。
(2) 压缩机的装配 在把每个零部件检查、测量、修理和清洗后,就可以进行装配工作。 螺杆式压缩机的装配步骤如下:
1 、 将各主轴承按原号装入吸、排汽端座,压入后对轴承内孔进行测量( 防 止压入后内径变形 ) ,若有少量变化可进行修研,使其与转子的配合间隙符合 要求;
2 、 将转子装入排汽端座,如前所述测量和调整转子排汽端间隙;
3 、 装排汽端座水平放置 ( 转子向上 ) ,将排汽端垫片装在排汽端座上;
4 、 将滑阀装在机体上。安装时应注意在吸汽侧将滑阀导杆固定,防止滑阀 轴向窜动,如图 1—21 所示;
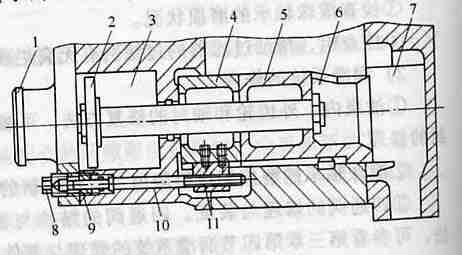
图 1—21 滑阀组件
1— 能量指示装置 2— 油活塞 3— 油缸 4— 固定端 ( 可调滑阀 )
5— 滑阀 6— 排汽口 7— 排汽腔内容积比调节组件
8— 密封帽 9— 锁紧螺母 10— 调节螺杆 11—导向块
5 、 将机体吊起,垂直穿过转子,落在排汽端座上,装上机体与排汽端座的 定位销和紧固联接螺钉,通过排汽口插入一垫木,除掉滑阀导杆轴向固定,上 下拉动滑阀和转子应流畅,无阻塞现象。并测量转子与壳体间隙是否合适;
6 、 将吸汽端垫片放在机体上,测量转子吸汽端间隙应符合间隙表的要求;
7 、 将吸汽端座吊起垂直穿过转子轴径落在机体上,装上吸汽端座与机体的 定位销和紧固联接螺钉;
8 、 将油缸装入吸汽端座;
9 、 装上滑阀导杆密封装置,平衡活塞、油活塞、吸汽端盖和能量指示装置;
10 、 将压缩机水平放置,转动转子无阻塞后,把排汽端盖垫片用润滑脂固定 在排汽端座上,把排汽端盖吊起穿过主转子轴径靠在排汽端座上,装上排汽端 盖与排汽端座上的定位销和紧固联接螺;
11、 装上轴封弹簧座、弹簧、推环、密封圈、动环及静环等零件,最后将轴
封盖的连接螺钉紧固,如图 1—22 所示;
12 、 装上压缩机联轴节;
13 、 把压缩机装到机组上与电机找正中心。
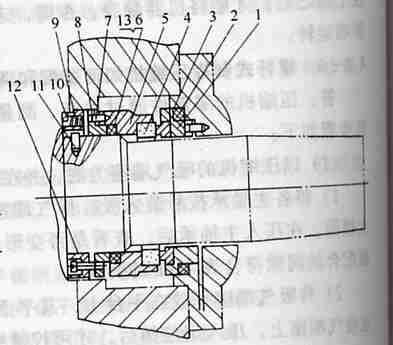
图 1—22 螺杆式制冷压缩机的轴封
1— 静环座 2— 静环密封面 3— 静环 4— 动环 5— 动环座
6—V 形密封圈 7— 动环传动销 8— 推环 9— 弹簧
10— 弹簧座 11—圆柱销 12— 传动螺钉 13— 撑环
3、 注意事项
1 、 在拆卸过程中,用力不应过大,对难以拆卸的零件,应先查明原因后再 拆,以免损坏零件。
2 、 对拆下的零件,应有次序的放好,防止碰伤。
3 、 在拆卸油平衡活塞和平衡活塞套等结构时,应注意在内外侧作标记。
4 、 主动转子的圆螺母是左旋的,从动转子的圆螺母是右旋的。
5 、 主轴承与吸、排汽端座的配合是轻压配合,且拆卸时应作好标记,装配 时按原来的位置装配,从动转子排汽端主轴承的缺口要与排汽端座上的排口对 准。
6 、 单列向心推力球轴承和它们之间的内、外隔圈以及调整垫,在出厂时都 作了严格的调整,拆卸时应作好必要的标记,装配时按原来的位置装入,不得 随意调换,否则将引起轴承严重的磨损和吸、排汽端面间隙的变化。